Autor: Kreiselulli / Tiefziehkonen - Alles was man wissen muss

6. Tiefziehmaterial und Bezugsquellen
Grundsätzlich eignet sich jeder thermoplastische Kunststoff in Folienform.
Praktisch gesehen ergeben sich aber erhebliche Unterschiede. Dabei spielt auch die Materialstärke für das
Endergebnis eine wichtige Rolle.
6.1 Vivak.
Ein PET-G Kunststoff von Bayer
Ein im Modellbau bevorzugter Kunststoff für Klarsichtbauteile, zB. Fenster. Getestet habe ich die
Stärken 0,5 , 0,75 und 1 mm. Warmverformbarkeit von 120-160 Grad. Sehr gut zu verarbeiten. Verklebbar und
lackierfähig. Zuschneiden durch anritzen und brechen. Schutzfolie vor dem Tiefziehen entfernen. Die Temperatur
richtig zu beurteilen ist etwas schwieriger als bei PE, da das Material Glasklar ist und sein Aussehen beim
Erhitzen nicht verändert. Material hängt beim Erhitzen nicht durch, sondern es bildet sich bei entsprechender
Temperatur gleich eine Wölbung nach oben. Vivak kühlt recht schnell aus, daher muss schnell gearbeitet werden.
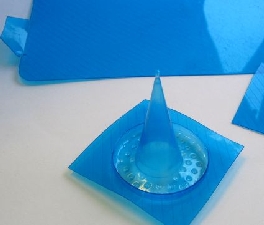
Sobald die Folie die Konusform-Spitze umschließt, kurz innehalten, dann zügig nach unten drücken.
0,5 mm Folie ergibt dünne steif-flexible Konen. Wandstärke ca. 0,28 mm.
0,75 mm Folie ergibt etwas steifere Konen. Wandstärke ca. 0,35 mm. ( Als Übungsmaterial empfohlen. Nachdem ich
viele Materialien ausprobiert habe , ist dies nun mein Standardmaterial. )
1 mm Folie ergibt sehr starre, aber formstabile Konen. Wandstärke 0,5 mm.
Natürlich hängt die Wandstärke von verschieden Faktoren ab, daher diese Zahlen bitte nur als Richtwerte
betrachten.
6.2 PE Polyethylen.
Arbeitstemperatur PE-LD 105-125 Grad. PE-HD Arbeitstemperatur 130-145 Grad.
Folienstärke 0,5-0,8 mm. Leicht zu verarbeiten, jedoch nicht verklebbar. Durch Zusätze, die jedoch
nicht angegeben werden, ändern sich die Verarbeitungseigenschaften.
 Eine gute und günstige Quelle für PE ist zB. ein Kanister für destilliertes Wasser. Der Aufkleber ist meist
trocken abziehbar.
Eine gute und günstige Quelle für PE ist zB. ein Kanister für destilliertes Wasser. Der Aufkleber ist meist
trocken abziehbar.
 Aus einem Kanister habe ich Material für 20 Konen geschnitten. Rundungen kann man mitverwenden soweit
man die Folie flach einspannen kann. Ein kleiner Nachteil ist die unterschiedliche Wandstärke, 0,6-0,8 mm.
Im Moment mein Lieblingsmaterial mit
Aus einem Kanister habe ich Material für 20 Konen geschnitten. Rundungen kann man mitverwenden soweit
man die Folie flach einspannen kann. Ein kleiner Nachteil ist die unterschiedliche Wandstärke, 0,6-0,8 mm.
Im Moment mein Lieblingsmaterial mit
fast 100% Erfolgsquote. Wichtig: für dieses Material keine Metallkonusformen
verwenden. Diese führen zu Bläschenbildung im Material, möglicherweise durch Feuchtigkeit im PE-Recyclingmaterial.
 Gute Ergebniss habe ich auch mit dieser Folie aus einer Ringmappe erzielt. Die rauhe Oberfläche bleibt
erhalten. Die Verarbeitungseigenschaften sind jedoch etwas schlechter als bei dem farblosen Material.
Diese Folie ist 0,6 mm stark. Dünnere PE-Folien aus Recyclingmaterial sind problematisch und haben mir
keine Freude bereitet.
Gute Ergebniss habe ich auch mit dieser Folie aus einer Ringmappe erzielt. Die rauhe Oberfläche bleibt
erhalten. Die Verarbeitungseigenschaften sind jedoch etwas schlechter als bei dem farblosen Material.
Diese Folie ist 0,6 mm stark. Dünnere PE-Folien aus Recyclingmaterial sind problematisch und haben mir
keine Freude bereitet.
 Das Material hier stammt von einer Heftsammelbox. Materialart unklar, entweder PE oder PP. Materialstärke 0,6 mm.
Gut zu verarbeiten.
Das Material hier stammt von einer Heftsammelbox. Materialart unklar, entweder PE oder PP. Materialstärke 0,6 mm.
Gut zu verarbeiten.
6.3 PC Polycarbonat.
Arbeitstemperatur 220-230 Grad. Durch die höhere Arbeitstemperatur bedarf es mehr Erfahrung um zu guten
Ergebnissen zu kommen. Empfohlene Folienstärke 0,5-0,8 mm, max. 1mm. Trotz einiger Übung komme ich hier nur
auf eine Erfolgsquote von 50%. Oft ist die Wandstärke der Konen an einer Seite zu dünn.
Es sei darauf hingewiesen, dass ich ausschließlich mit Heißluft arbeite und nicht mit dem Backofen und ich
verwende auch kein Material von Conrad.
Zapster kommt mit diesem Kunststoff sehr gut zurecht.
Einige Quellen für Material:
modellbau-steinhardt
architekturbedarf.de
kirch-gmbh.de (günstigster Shop den ich gefunden habe)
modulor.de (etwas teurer und hohe Versandkosten bei Kleinmengen, aber super sortiert und mit Verarbeitungshinweisen.)
7. Kunststoffe mit denen ich keine guten Ergebnisse erzielt habe.
 7.2 ABS 2mm Platte.
7.2 ABS 2mm Platte.
Bei mir haben sich immer Blasen gebildet. Versuch gescheitert.
weiter
Download
Events&Termine